九州で1社だけ!福岡県北九州市若松のアルマー加工・メッキ加工の新興アルマー工業株式会社です。
-
093-791-0435
アルマー加工
アルマー加工の特徴
 耐海水性に優れている 850℃までの耐高温酸化性を保有する 耐硫化性、耐水素性を保有する 耐候性に優れている 高温酸化摩擦および腐食磨耗に強い 応力腐食を防止する ナフテン腐食に耐える |  |
性質
アルミめっきすると鋼材の表面は銀白色の平滑面に仕上がります。
これは被履層のアルミニウムが非常に薄い酸化被膜(Al2O3)で覆われているからです。
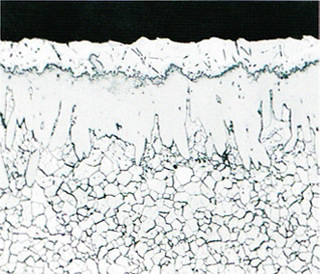
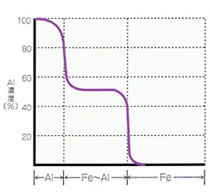
被覆層の断面(写真A)を見ると、母材の表面にFe~ALの合金層が生成され、その上に純アルミニウム層、酸化アルミニウムの被膜の順に形成されていることがわかります。
母材とめっき層はふつう鉄剤では舌状の合金層と、またステンレスなどの高Cr-高Ni高では帯状の合金層と金属的に強固に密着します。
従って他のめっきや塗装に比べてはるかに優れた密着性を保有することになるわけです。
通常のアルマー加工では合金層と純アルミニウム層の厚みは0.07~0.3mmとなります。
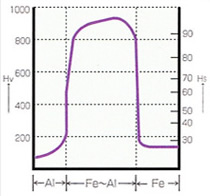
合金層の組成はその大部分がFeAl3、Al層寄りにFe2AL5で構成され、そのAl濃度は50~55%程度、高度はHv900前後です。アルマー加工品は、合金層中のアルミ濃度が高く、しかも表面に純アルミニウム層がありますので、単位面積当たりのAl付着量は150~200g/㎡と非常に高い値を示します。
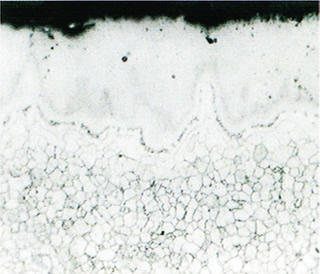
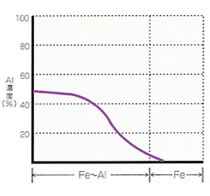
次にアルマー加工品を二次元的に酸化性の空気中で加熱すると写真Bに見られるように表面の純アルミニウムは加熱拡散性されて内部に浸透し、合金層は非常に厚くなります。
これがアルマーの耐熱性を増す重要な因子となっています。
|
|
|
|
|
| 試験種別 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 引長強さ(N/㎡) | 降伏点(N/㎡) | 伸び(%) | 硬度(ロックウェル) | |||||||
| 素材 | めっき後 | 素材 | めっき後 | 素材 | めっき後 | 素材 | めっき後 | |||
| 銅 種 |
一般圧延鋼材 | SS400 | 332 | 330 | 251 | 265 | 32.0 | 35.0 | 66.7 | 56.2 |
| 配管用炭素鋼鋼管 | SGP | 363 | 343 | 275 | 255 | 43.0 | 43.0 | 66.6 | 56.2 | |
| 熱交換器用炭素鋼鋼管 | STB340 | 392 | 398 | 280 | 330 | 55.0 | 44.0 | 57.5 | 59.0 | |
| 炭素鋼鍛鋼品 | SF340A | 408 | 419 | 292 | 293 | 30.2 | 36.6 | 62.3 | 66.7 | |
| 炭素鋼鍛鋼品 | SF390A | 449 | 444 | 308 | 327 | 37.0 | 36.4 | - | - | |
| 炭素鋼鋳鍛鋼品 | SC410 | 498 | 502 | 363 | 310 | 29.5 | 27.5 | - | - | |
| ばね鋼鋼材 | SUP3 | 1183 | 870 | 1050 | 696 | 14.0 | 23.6 | 108 | 102 | |
| ステンレス鋼鋳鋼品 | SCS1 | 521 | 461 | - | - | 28.7 | 24.0 | - | - | |
アルマー加工品の溶接は、ライム軽ステンレス溶接棒
ライムチタニヤ軽ステンレス溶接棒、あるいは低水準溶接棒を使用すればブローホールの発生もなく、溶け込みもよく、機会的性質も問題なく、良好な溶接が可能です。
ただし開先部のめっき層は完全に除去してください。
めっき層残留のまま溶接されますと、ブローホールが発生したり脆化が起こることがあります。
【溶接棒】
ステンレス系溶接棒の場合は希釈を考慮し、高Ni-Cr系をご使用下さい。
ステンレス系溶接棒・・・JIS規格D309 D310
低水素系溶接棒・・・JIS規格D4316
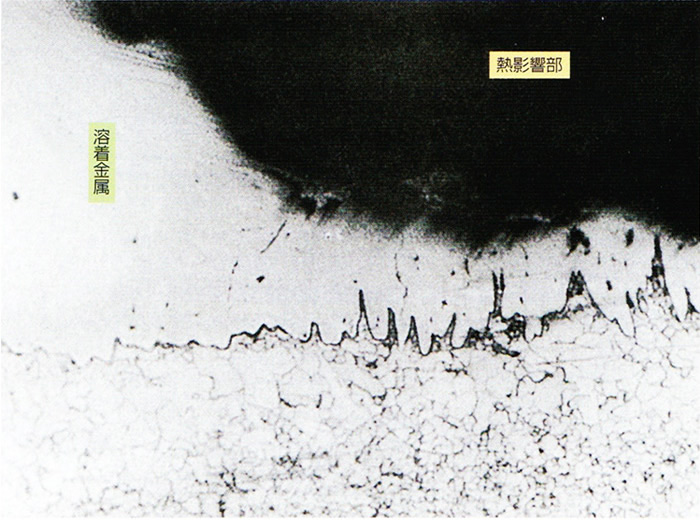
溶接境界部顕微鏡写真
上の写真のようにアルマー加工の合金層と溶接盛金が完全に溶接融合しています。
そのためにステンレス溶着融合しています。
そのためにステンレス溶接棒を使用すれば、境界部でも母材が露出することなく素材を保護できます。
めっき浴槽に1回で浸けることができない大型の製品でも分割してアルマー加工し、最後に溶接、組み立てることで大型形状物のアルマー加工が可能となります。
アルマー加工後の溶接は、その使用環境により溶接棒を選定してください。


093-791-0435 受付時間8:00~17:30
093-791-3053
